用 途:
用於使用電阻爐進行熱處理加工時降低(dī)或防止金屬工(gōng)件的氧化(huà)脫碳現象。
產品形態(tài):
本品為液態產品,根據客戶需求量采用桶裝或瓶裝形式。
產品特點:
1、公司高新技術產品,擁有二十(shí)餘年的應用曆史,產品性能穩定,工藝成熟。
2、使用方式簡單(dān),可輕鬆實(shí)現金屬工件加熱防氧化。
3、鋼材加熱防(fáng)氧化劑是(shì)水基保護劑,無毒、無嗅,對環境不造成汙染。
4、鋼(gāng)製機械零件加熱采用不同方式注入,加熱爐內適量(liàng)的鋼材加熱防氧(yǎng)化(huà)劑工件(jiàn)表麵即可形成保護膜,具有明顯防脫碳效果(guǒ)。
5、機械零件退火、正火出爐過程自行(háng)脫離,淬火冷卻過程也(yě)自(zì)行剝離,使零件(jiàn)表麵光潔,硬度可提高HRC1-3°,硬度均勻。
6、鋼材加熱保護劑與淬火介質不溶(róng),脫落的膜沉入介質槽下部,定期清理即可,故對淬火介質成分不產(chǎn)生影響。
7、鋼材加熱保(bǎo)護劑適用(yòng)簡便,操作者易予掌握,勞動強度低,易(yì)貯存(cún)、運輸。
8、鋼材加(jiā)熱保護劑適用多種加熱設備(bèi)。周期式加(jiā)熱爐、連續式加熱爐,效果相同,可采用自動注(zhù)入裝置,定時噴滴即可。
適用鋼材範圍:
普通碳素鋼:A3鋼等 優質碳素結構鋼:45鋼類
含金(jīn)結(jié)構鋼: 40Cr鋼類 碳素工具鋼:T8 T10A類
合金(jīn)工具鋼:60Si2Mn 65Mn GCr15 5CrMnMo等鋼
亦可用於滲碳鋼二次(cì)加熱(rè)和(hé)Cr12MO型模具鋼等。
操作注意事項:
電阻爐升溫到溫後,即將零件裝入加熱室內,關閉爐門(mén)立即可將鋼材(cái)加熱防氧化劑噴入加熱室。箱式電阻爐可(kě)由窺視孔噴(pēn)入。專用爐如推杆式電阻爐由專用(yòng)注入孔噴入。滴注式滴入加熱室。亦可用器皿潑注爐內,或將工件浸沾鋼材加熱防(fáng)氧化劑,即入爐加熱。還可以隨工件(jiàn)將鋼材加熱防氧化劑置於小容器內同時入爐即可。當爐內充滿鋼材加熱防氧化劑蒸氣後,由爐門或窺視孔縫隙溢(yì)散出少量煙霧,即達到成膜條件。
應用(yòng)效果:
1、零件外(wài)形尺(chǐ)寸變化<0.01mm。
2、零件淬火時,可直接進入淬入介質,亦可用刷將膜去除對淬火質量無影響,亦不(bú)損壞冷卻介質。
3、可依零件形狀、大小,在批量生(shēng)產中調整鋼材加熱保(bǎo)護劑噴入量,以獲得最佳(jiā)效果。
4、如遇氣溫變化,鋼材加熱防氧化劑產生沉澱物不影響質量,使用效果不變。

工件未使用反氧化(huà)劑及使用之後進(jìn)行加熱的對比
使用方法說明(míng):
1、依加熱爐的加熱室體積大小而定,不計工件的大小和多少,加熱室體積(工作尺(chǐ)寸)越大投置保護劑越多,反之即減少;
2、當投入保(bǎo)護劑並關閉爐(lú)門後,由爐門縫隙或窺視孔等有輕薄煙霧溢出即達到保護效果;
3、若投入保護劑並關上爐門(蓋(gài))後未見有蒸氣、煙霧由縫隙溢(yì)出,應(yīng)立即再打(dǎ)開(kāi)門(蓋)補(bǔ)充一定劑(jì)量(liàng)保護(hù)劑,至有煙霧(wù)溢出即達到成膜防護條件。
|
型 號 |
工作室尺寸 |
額定功率 |
額定溫度 |
使用劑量 |
|
RX-45-9 |
1200×600×400 |
45kW |
950℃ |
30-50ml |
|
RX-75-9 |
1800×900×500 |
75kW |
950℃ |
80-100ml |
|
RJ-75-9 |
¢600×950 |
75kW |
950℃ |
100-120ml |
鋼鐵加熱防(fáng)氧化劑是水基工藝材料無毒、無味,對環境不造成汙染,防護膜極(jí)薄,在機械零件(jiàn)淬火冷卻、退火、正火出爐過程自行脫(tuō)離,不
影響(xiǎng)冷(lěng)卻過程,不損壞淬火介質, 可獲得最佳金相組織和硬度,脫落的膜沉入介質槽底部(bù),是綠色環(huán)保鋼鐵加熱防氧化產品。
該產品性價比高,易於保管貯存,隨時滿足生產過程的需要。

|
鋼鐵加熱防氧(yǎng)化劑可適用但不(bú)限於以下鋼(gāng)種: 普通碳素鋼:A3鋼等 |
鋼鐵加熱防氧化劑適用的熱處理加(jiā)熱設備: 各種型號箱式電阻爐(lú)加熱的工(gōng)件(jiàn)
|
建 議:
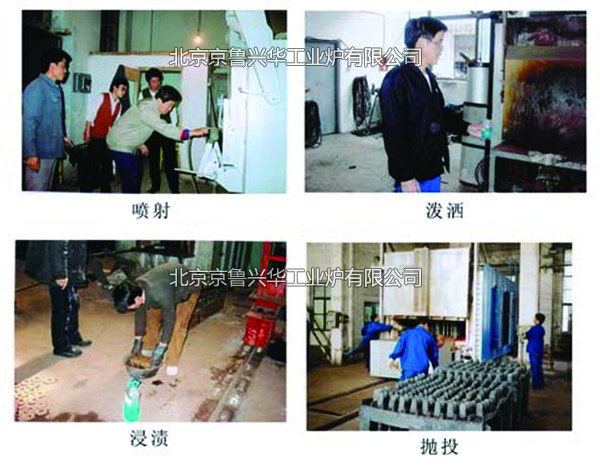
1、依據多年(nián)使用經(jīng)驗,保護劑投(tóu)入爐內方法較(jiào)為隨意,可依用戶生產作業(yè)條件而定。噴、潑、浸、灑、滴(dī)注、塗刷均可,大型工件,批量生產,工件入爐時采用噴、潑方法較簡便實用,單件、少量件可采用浸漬、塗刷之後入爐即可;
2、在連續作業加熱爐可采用定時、定量滴(dī)注。或噴射均可,如何(hé)省時(shí)、省力、減小消(xiāo)耗,可依各自(zì)條件總(zǒng)結經驗,合理使用;
3、總的來講,噴霧來的即快又省。但需有壓(yā)縮空氣和噴槍的條件,其次可用噴射方式(如塑料瓶、擠射瓶(píng))即可,亦可用一小(xiǎo)勺或(huò)紙杯拋投(tóu)方式。用戶可依生產設(shè)備(bèi),產品工件類型,生產方式(shì),采用最簡便、實用的投置辦法,以獲得最佳經濟效果(guǒ)為準,沒有嚴格的使用方式;
4、建議(yì)對不熟悉的材料和工件應采用(yòng)試樣進行(háng)實驗,達到效果後,再正式(shì)投入使用(yòng),以防發生(shēng)損失。

